










Máquina de conformação de rolo de viga W de guarda-rodas de rodovia pós-corte



A barreira de segurança W-beam é uma barreira de segurança comumente usada em projetos de engenharia de transporte, como rodovias, autoestradas e pontes. Nomeada por sua semelhança com a letra 'W' devido a seus dois picos, este tipo de barreira é tipicamente fabricado a partir de aço galvanizado ou laminado a quente com espessura entre 2-4mm.
Cada seção de W-beam geralmente tem 4 metros de comprimento, com furos pré-perfurados em ambas as extremidades para fins de instalação. Dependendo dos requisitos do cliente para velocidade de produção e espaço no chão, podemos integrar soluções de perfuração adequadas à linha de produção da máquina de conformação primária.Q&A
Fluxograma: Desenrolador hidráulico-Guiador-Nivelador-Puncionadeira hidráulica-Máquina de conformação-Corte hidráulico-Mesa de saída

- Velocidade da linha: 0-8m/min, ajustável
- Material adequado: Aço laminado a quente, aço laminado a frio
- Espessura do material: 2-4mm
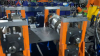
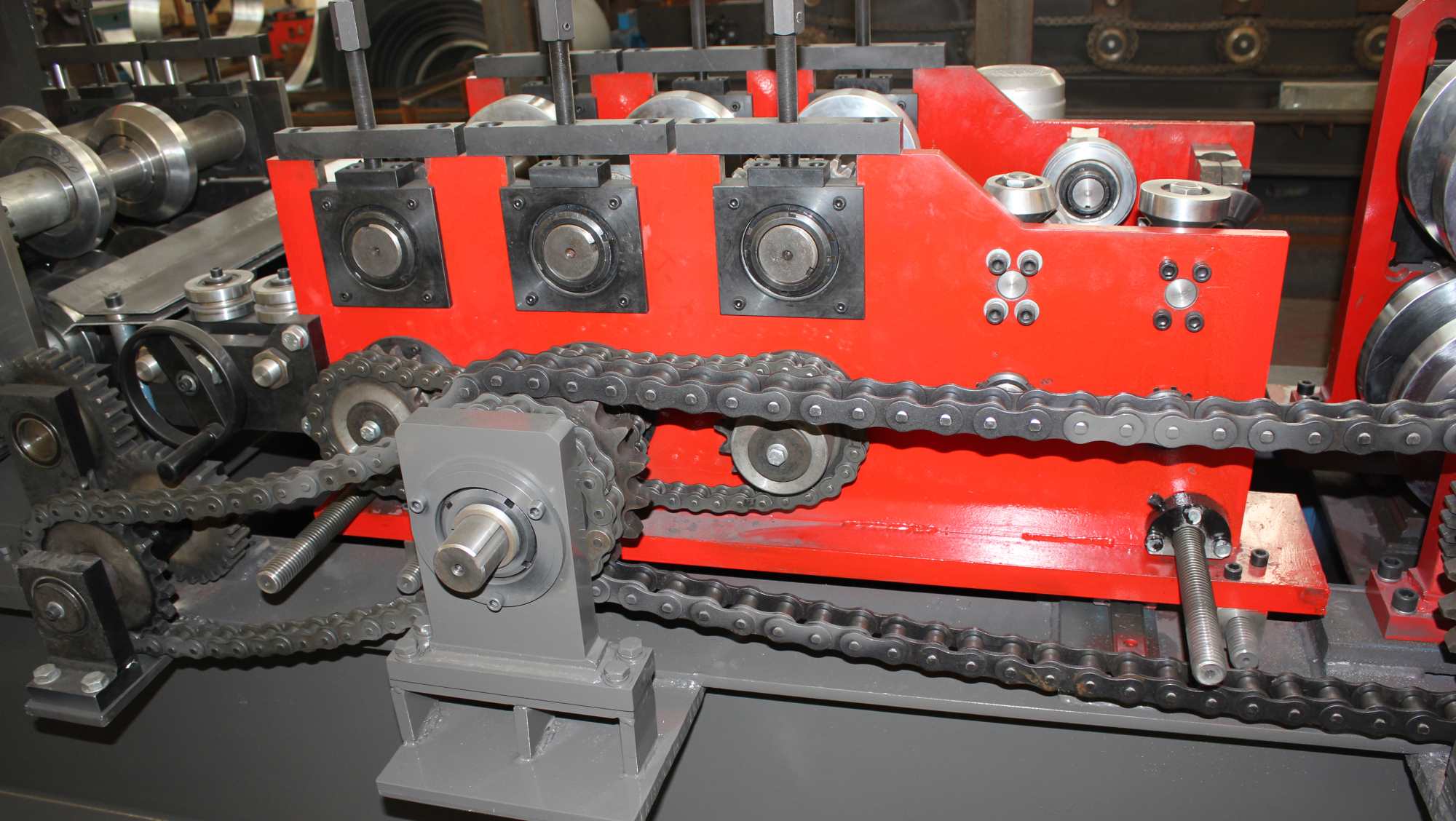
- Máquina de conformação: Estrutura de ferro fundido e junta universal
- Sistema de acionamento: Sistema de acionamento de redutor com eixo cardão de junta universal.
- Sistema de corte: Corte antes de conformação, a máquina de conformação não para durante o corte.
- Desenrolador hidráulico*1
- Nivelador (Equipado na máquina de conformação)*1
- Máquina de perfuração hidráulica*1
- Máquina de conformação*1
- Máquina de corte hidráulico*1
- Mesa de saída*2
- Cabeçote de controle PLC*1
- Estação hidráulica*2
- Caixa de peças sobressalentes (Grátis)*1
Tamanho do contêiner: 2x40GP
Desenrolador Hidráulico
O desenrolador está equipado com duas características de segurança: o braço de pressão e o retenedor de bobina externa. Durante a substituição da bobina, o braço de pressão segura a bobina para evitar que ela salte e machuque os trabalhadores. O retenedor de bobina externa impede que a bobina deslize e caia durante o desenrolamento.
O desenrolador está equipado com um dispositivo de expansão de núcleo padrão de quatro peças que pode expandir ou contrair para acomodar diferentes diâmetros internos da bobina, que variam de 460mm a 520mm.
Nivelador e Cabeça de Prensa

Uma plataforma na frente do nivelador, controlada por uma barra hidráulica para ajuste vertical, auxilia na direção da bobina para a linha de produção.
Para perfis com mais de 1,5mm de espessura com requisitos de perfuração, usar um nivelador para aplainar a bobina e liberar tensões internas para uma espessura uniforme é essencial para uma melhor perfuração e formação. Neste caso, o nivelador é integrado à máquina principal de conformação a frio, usando a mesma base.
Para requisitos de velocidade de produção mais altos, oferecemos um nivelador independente, que otimiza ligeiramente a velocidade de nivelamento, mas aumenta o comprimento total da linha de produção em aproximadamente 3m.
Prensa Hidráulica

Para considerações de eficiência e custo, a perfuração pode ser dividida entre dois estampos (duas estações), com a estação maior capaz de perfurar 16 furos de uma vez. A segunda estação pode perfurar furos que aparecem apenas uma vez em cada viga.
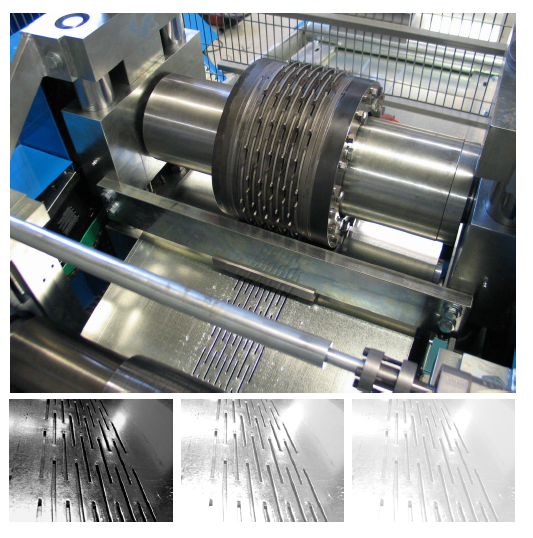
Máquina de Conformação a Frio

Esta máquina de conformação a frio apresenta uma estrutura de ferro fundido, com eixos universais conectando os rolos de conformação e a caixa de engrenagens, garantindo robustez para atender eficientemente aos requisitos de conformação de painéis de guarda de 2-4mm de espessura. A bobina de aço passa por um total de 12 estações de conformação para finalmente corresponder à forma especificada nos desenhos.
Máquina de Corte Hidráulica
Como o corte ocorre após a conformação, o estampo de corte deve corresponder à forma da viga em W para reduzir rebarbas e deformação das bordas cortadas. Configurado para a operação de corte e parada da máquina de corte, a máquina de conformação a frio faz uma pausa breve durante o corte.

Velocidade de Produção: Normalmente, as vigas de guarda têm 4m de comprimento. O pré-corte atinge uma velocidade de 12m/min, produzindo 180 vigas por hora. O pós-corte opera a 6m/min, produzindo 90 vigas por hora.
Perda por Corte: Durante o corte, a solução pré-corte gera zero resíduos ou perda. Em contraste, a solução pós-corte gera resíduos de 18-20mm por corte, conforme especificado no projeto.
Layout da linha l ength: Na solução pré-corte, é necessária uma plataforma de transferência após o corte, o que pode resultar em um layout de linha de produção ligeiramente mais longo em comparação com a solução pós-corte.
Impacto na vida útil do rolo : Melhor vida útil do rolo na solução pós-corte ao rodar espessura pesada e aço de alta resistência porque a borda principal na solução pré-corte atinge os rolos de formação com cada parte.
Comprimento Mínimo: Geralmente, na solução pré-corte, há um requisito para o comprimento mínimo que pode ser cortado, garantindo que haja bobina de aço dentro de pelo menos três conjuntos de rolos de formação. Isso garante fricção suficiente entre os rolos e a bobina de aço para impulsioná-la para a frente. No entanto, na solução pós-corte, não há restrição no comprimento mínimo de corte, pois a máquina de conformação de rolo está cheia de bobina de aço.
No entanto, o comprimento do feixe W geralmente é de cerca de 4m, excedendo o requisito de comprimento mínimo. Portanto, não há necessidade de se preocupar com a decisão de soluções pré-corte ou pós-corte se esta máquina de conformação de rolo for para feixe W.
Conselho Amigável: Recomendamos aos nossos clientes escolher uma linha de produção adequada com base em seus requisitos de quantidade de produção.
Se você é o fornecedor de perfis de feixe de guarda-rodas, a solução pré-corte é adequada para você. Embora o custo da solução pré-corte seja ligeiramente maior do que a solução pós-corte, suas vantagens em termos de produção podem rapidamente compensar a desvantagem de preço.
Se você está adquirindo para um projeto de construção de tráfego, a solução pós-corte é mais adequada para você. Ela ocupa menos espaço e tem um custo ligeiramente menor.
|
Máquina de Conformação de Rolo de Guarda-Rodas de Estrada de Duas Ondas/Três Ondas |
|||
|
Nº |
Item |
Especificação |
Opcional |
|
1 |
Material adequado |
Tipo: Bobina Galvanizada, PPGI, Bobina de aço carbono |
|
|
|
|
Espessura(mm): 4-5 |
|
|
|
|
Resistência ao escoamento: 250 - 550MPa |
|
|
|
|
Tensão de tração(Mpa): G350Mpa-G550Mpa |
|
|
2 |
Velocidade nominal de conformação(m/min) |
15 |
Ou de acordo com sua necessidade |
|
3 |
Estação de conformação |
12-15 |
De acordo com seu perfil |
|
4 |
Desenrolador |
Desenrolador hidráulico |
|
|
5 |
Motor principal da máquina |
Marca Sino-Alemã |
Siemens |
|
6 |
Marca de PLC |
Panasonic |
Siemens |
|
7 |
Marca de Inversor |
Yaskawa |
|
|
8 |
Sistema de acionamento |
Acionamento de redutor |
Acionamento de corrente |
|
9 |
Material dos rolos |
Cr12 |
GCr15 ou Aço #45 |
|
10 |
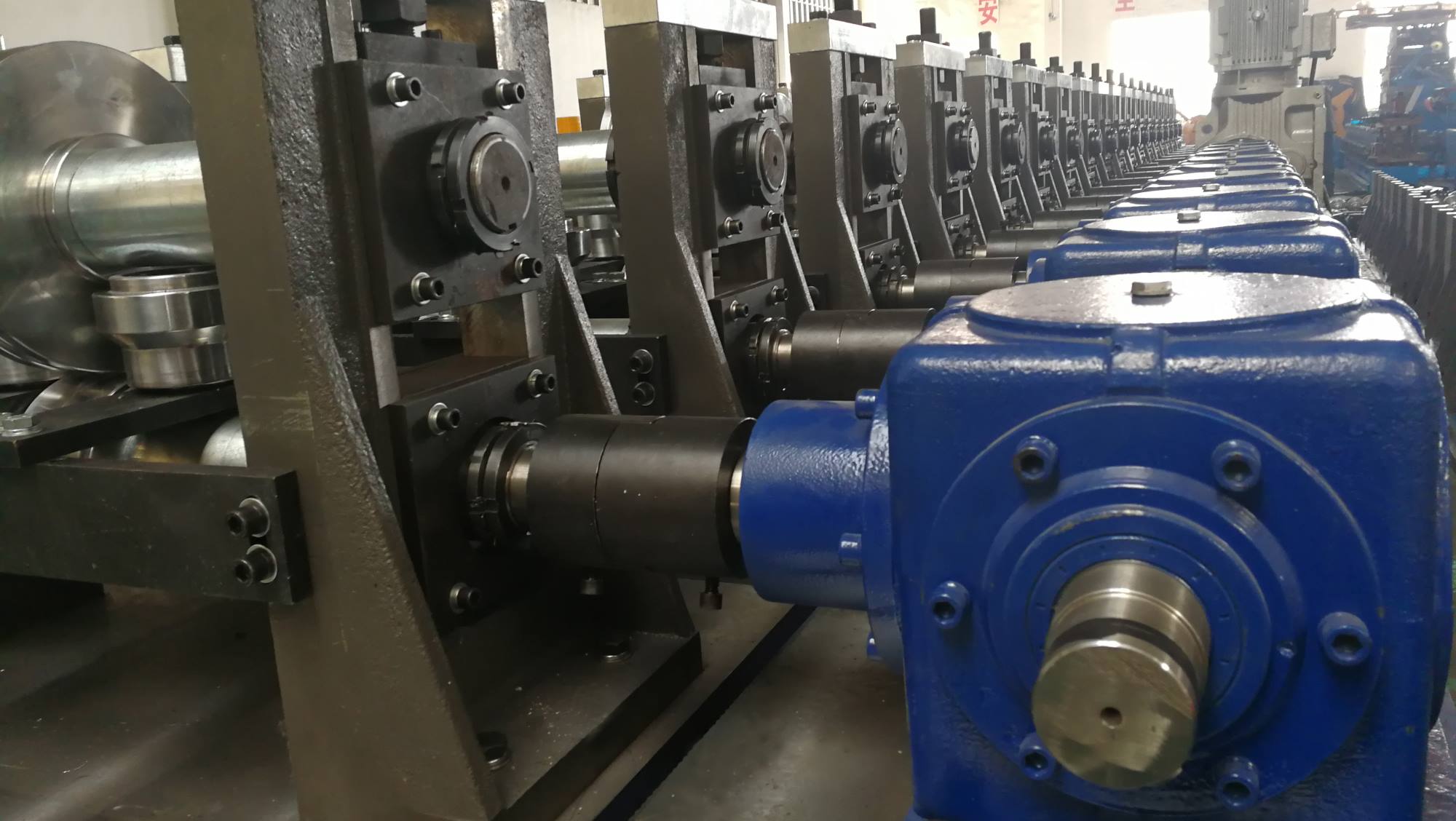
Estrutura da estação |
Estação de ferro fundido |
Estação de painel de parede
Ou estrutura de suporte torri
|
|
11 |
Sistema de perfuração |
Não |
Estação de perfuração hidráulica ou Prensa de perfuração |
|
12 |
Sistema de corte |
Pós-corte |
Pré-corte |
|
13 |
Requisito de alimentação |
380V 60Hz |
Ou de acordo com sua necessidade |
|
14 |
Cor da máquina |
Azul industrial |
Ou de acordo com sua necessidade |
1. Q: Que tipos de experiência você tem em produzir máquina de conformação de rolo de guarda-rodas de rodovia ?
A: Temos experiência em exportar nossos rolos formadores de guarda-rodas de rodovia para a Rússia, Arábia Saudita, Turquia, Indonésia, Índia, etc. Produzimos o padrão AASHTO M180 - Guarda-rodas americano (mais útil e popular), RAL RG620 - Padrão de Guarda-rodas alemão, BS EN-1317 - Padrão Europeu de Guarda-rodas, AS/NZS 3845:1999 - Padrão Australiano de Guarda-rodas, EN 1461:2009 - Padrão Turco de Guarda-rodas.
2. P: Posso produzir guarda-rodas do tipo W e do tipo Thrie em uma máquina?
R: Um operador adiciona ou retira 5 estações de rolos de acordo com nosso desenho. Não levaria mais de 30 minutos.
3. P: Como mudar de produzir guarda-rodas do tipo W para o tipo Thrie? E quanto tempo leva?
R: De acordo com o desenho fornecido para substituir os rolos de formação das últimas cinco estações de formação, o processo de mudança leva apenas 30 minutos e apenas por um operador.
4. P: Qual é o tempo de entrega de máquina de conformação de rolos para guarda-rodas de rodovia ?
R: 80 a 100 dias dependendo do seu desenho.
5. P: Qual é a velocidade da sua máquina?
R: A velocidade de trabalho da máquina depende do desenho especial de punção. Normalmente, a velocidade da linha é de cerca de 8m/min.
6. P: Como você controla a precisão e a qualidade da sua máquina?
R: Nosso segredo para produzir tal precisão é que nossa fábrica tem sua própria linha de produção, desde matrizes de punção até rolos de formação, cada parte mecânica é concluída independentemente por nossa fábrica. Controlamos rigorosamente a precisão em cada etapa, desde o design, processamento, montagem até o controle de qualidade, nós não cortamos cantos.
7. P: Qual é o seu sistema de pós-venda?
R: Não hesito em oferecer um período de garantia de 2 anos para toda a linha, 5 anos para o motor: Se houver algum problema de qualidade causado por fatores não humanos, lidaremos com isso imediatamente para você e estaremos prontos para você 7X24H. Uma compra, cuidado vitalício para você.








Desenho de perfil de guarda-rodas Turco:
Atende à Norma EN 1461:2009


-
Mesa externa
-
Sem energia

-
Empilhadeira automática

-
-
Corte
-
tesoura voadora

-
Corte com serra

-
-
Dirigindo
-
transmissão por corrente
-
transmissão por caixa de engrenagens
-
transmissão por caixa de engrenagens com acoplamento

-
-
Suportes
-
painel de parede

-
suportes torri

-
ferro forjado

-
régua
-
-
Puncionamento
-
prensa de puncionamento

-
estação de puncionamento hidráulico

-
puncionamento com rolo
-
-
Alimentação
-
Nivelador

-
alimentador servo

-
-
desenrolador
-
desenrolador manual

-
desenrolador hidráulico

-
desenrolador de dupla cabeça

-



















Produtos Relacionados





